| 一、刀具種類 |  |
| (一)刀具分類 |
由于機械零件的材質、形狀、技術要求和加工工藝的多樣性,客觀上要求進行加工的刀具具有不同的結構和切削性能。因此,生產中所使用的刀具的種類很多。刀具常按加工方式和具體用途,分為車刀、孔加工刀具、銑刀、拉刀、螺紋刀具、齒輪刀具、自動線及數控機床刀具和磨具等幾大類型。刀具還可以按其它方式進行分類,如按所用材料分為高速鋼刀具、硬質合金刀具、陶瓷刀具、立方氮化硼(CBN)刀具和金剛石刀具等;按結構分為整體刀具、鑲片刀具、機夾刀具和復合刀具等;按是否標準化分為標準刀具和非標準刀具等。
(二)常用刀具簡介
1.車刀
車刀是金屬切削加工中應用最廣的一種刀具。它可以在車床上加工外圓、端平面、螺紋、內孔,也可用于切槽和切斷等。車刀在結構上可分為整體車刀、焊接裝配式車刀和機械夾固刀片的車刀。機械夾固刀片的車刀又可分為機床車刀和可轉位車刀。機械夾固車刀的切削性能穩定,工人不必磨刀,所以在現代生產中應用越來越多。
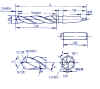
2.孔加工刀具
孔加工刀具一般可分為兩大類:一類是從實體材料上加工出孔的刀具,常用的有麻花鉆、中心鉆和深孔鉆等;另一類是對工件上已有孔進行再加工的刀具,常用的有擴孔鉆、鉸刀及鏜刀等。例如,下圖示標準高速鋼麻花鉆的結構。工作部分(刀體)的前端為切削部分,承擔主要的切削工作,后端為導向部分,起引導鉆頭的作用,也是切削部分的后備部分。
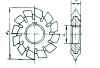
3.銑刀
銑刀是一種應用廣泛的多刃回轉刀具,其種類很多。按用途分有:1)加工平面用的,如圓柱平面銑刀、端銑刀等;2)加工溝槽用的,如立銑刀、T形刀和角度銑刀等;3)加工成形表面用的,如凸半圓和凹半圓銑刀和加工其它復雜成形表面用的銑刀。銑削的生產率一般較高,加工表面粗糙度值較大。
4.拉刀
拉刀是一種加工精度和切削效率都比較高的多齒刀具,廣泛應用于大批量生產中,可加工各種內、外表面。拉刀按所加工工件表面的不同,可分為各種內拉刀和外拉刀兩類。使用拉刀加工時,除了要根據工件材料選擇刀齒的前角、后角,根據工件加工表面的尺寸(如圓孔直徑)確定拉刀尺寸外,還需要確定兩個參數:(1)齒升角af[即前后兩刀齒(或齒組)的半徑或高度之差];(2)齒距p[即相鄰兩刀齒之間的軸向距離]。
| 5.螺紋刀具 螺紋可用切削法和滾壓法進行加工。 6.齒輪刀具 | |
| 齒輪刀具是用于加工齒輪齒形的刀具。按刀具的工作原理,齒輪分為成形齒輪刀具和展成齒輪刀具。常用的成形齒輪刀具有盤形齒輪銑刀和指形齒輪刀具等。常用的展成齒輪刀具有插齒刀、齒輪滾刀和剃齒刀等。選用齒輪滾刀和插齒刀時,應注意以下幾點: | |
(1)刀具基本參數(模數、齒形角、齒頂高系數等)應與被加工齒輪相同。
(2)刀具精度等級應與被加工齒輪要求的精度等級相當。
(3)刀具旋向應盡可能與被加工齒輪的旋向相同。滾切直齒輪時,一般用左旋齒刀。
7.自動線與數控機床刀具
這類刀具的切削部分總的來說與一般刀具沒有多大區別不同情況,只是為了適應數控機床和自動線加工的特點,對它們提出了更高的要求。
| | | | | | |
| 車刀 | 拉刀 | 螺紋刀具 | 齒輪刀具 | 孔加工刀具 | 銑刀 |
二、刀具材料
刀具切削性能的好壞,取決于構成刀具切削部分的材料、幾何形狀和刀具結構。刀具材料對刀具使用壽命、加工效率、加工質量和加工成本等都有很大影響,因此要重視刀具材料的正確選擇與和合理使用。
(一)刀具材料應具備的性能
1、 高的硬度和耐磨性
刀具材料要比工件材料硬度高,常溫硬度在HRC62以上;耐磨性表示抵抗磨損的能力,它取決于組織中硬質點的硬度、數量和分布。
2、足夠的強度和韌性
為了承受切削中的壓力沖擊和韌性,避免崩刀和折斷,刀具材料應具有足夠的強度和韌性。
3、高耐熱性
刀具材料在高溫下保持硬度、耐磨性、強度和韌性得能力。
4、良好的工藝性
為了便于制造,要求刀具材料有較好的可加工性。如,切削加工性、鑄造性、鍛造性和熱處理性等。
5、良好的經濟性
(二)常用的刀具材料
目前,生產中所用的刀具材料以高速鋼和硬質合金居多。碳素工具鋼(如T10A、T12A)、工具鋼(如9SiCr、CrWMn)因耐熱性差,僅用于一些手工或切削速度較低的刀具。
高速鋼
? 定義:是一種加入較多的鎢、鉻、釩等合金元素的高合金工具鋼。
?性能:有較高的熱穩定性;有較高的強度、韌性、硬度和耐磨性;制造工藝簡單,容易磨成鋒利的切削刃,可鍛造。是制造鉆頭、成形刀具、拉刀、齒輪刀具等的主要材料。
? 分類:
按用途分:通用型高速鋼和高性能高速鋼;
按制造工藝分:熔煉高速鋼和粉末冶金高速鋼。
1、通用型高速鋼
鎢鋼:典型牌號為W18Cr4V,有良好的綜合性能,可以制造各種復雜刀具。
鎢鉬鋼:典型牌號為W6Mo5Cr4V2,可做尺寸較小、承受沖擊力較大的刀具;熱塑性特別好,更適用于制造熱軋鉆頭等;磨加工性好,目前各國廣泛應用。
2、高性能高速鋼
典型牌號為高碳高速鋼9W18Cr4V、高釩高速鋼W6MoCr4V3、鈷高速鋼W6MoCr4V2Co8和超硬高速鋼W2Mo9Cr4Co8等。適合于加工高溫合金、鈦合金和超高強度鋼等難加工材料。
3、粉末冶金高速鋼
用高壓氬氣或氮氣霧化熔融的高速鋼水,直接得到細小的高速鋼粉末,高溫下壓制成致密的鋼坯,而后鍛壓成材或刀具形狀。適合于制造切削難加工材料的刀具、大尺寸刀具(如滾刀、插齒刀)、精密刀具、磨加工量大的復雜刀具、高動載荷下使用的刀具等。
硬質合金
由難熔金屬化合物(如WC、TiC)和金屬粘結劑(Co)經粉末冶金法制成。
硬質合金以其切削性能優良被廣泛用作刀具材料(約占50%)。如大多數的車刀、端銑刀以至深孔鉆、鉸刀、拉刀、齒輪刀具等。
具有高耐磨性和高耐熱性,但抗彎強度低、沖擊韌性差,很少用于制造整體刀具。它還可用于高速鋼刀具不能切削的淬硬鋼等硬材料。
ISO將切削用的硬質合金分為三類:(各種牌號的應用范圍見p16表1.1)
1、 YG(K)類,即WC-Co類硬質合金
2、 YT(P)類,即WC-TiC-Co類硬質合金
3、 YW(M)類,即WC-TiC-TaC-Co類硬質合金
(三)其它刀具材料
1、 涂層刀具
2、 陶瓷:硬度高、耐用度高,還可用于沖擊負荷下的粗加工,切削效率顯著提高。
3、 金剛石
4、 立方氮化硼
三、刀具選用
| 1.刀具種類的選擇 刀具種類主要根據被加工表面的形狀、尺寸、精度、加工方法、所用機床及要求的生產率等進行選擇。 2.刀具材料的選擇 刀具材料主要根據工件材料、刀具形狀和類型及加工要求等進行選擇。 3.刀具角度的選擇(見P47) |
刀具角度的選擇主要包括刀具的前角、后角、主偏角和刃傾角的選擇。
(1)前角
前角γo對切削的難以程度有很大影響。增大前角能使刀刃變得鋒利,使切削更為輕快,并減小切削力和切削熱。但前角過大,刀刃和刀尖的強度下降,刀具導熱體積減少,影響刀具使用壽命。前角的大小對表面粗糙度、排屑和斷屑等也有一定影響。工件材料的強度、硬度低,前角應選得大些,反之小些;刀具材料韌性好(如高速鋼),前角可選得大些,反之應選得小些(如硬質合金);精加工時,前角可選得大些。粗加工時應選得小些。
(2)后角
后角αo的主要功用是減小后刀面與工件間的摩擦和后刀面的磨損,其大小對刀具耐用度和加工表面質量都有很大影響。一般,切削厚度越大,刀具后角越小;工件材料越軟,塑性越大,后角越大。工藝系統剛性較差時,應適當減小后角,尺寸精度要求較高的刀具,后角宜取小值。
(3)主偏角
主偏角κr的大小影響切削條件和刀具壽命。在工藝系統剛性很好時,減小主偏角可提高刀具耐用度、減小已加工表面粗糙度,所以κr宜取小值;在工件剛性較差時,為避免工件的變形和振動,應選用較大的主偏角。
(4)副偏角
副偏角κr'的作用是可減小副切削刃和副厚刀面與工件已加工表面之間的摩擦,防止切削振動。κr'的大小主要根據表面粗糙度的要求選取。
(5)刃傾角
刃傾角λs主要影響刀頭的強度和切屑流動的方向。
濟南特瑞數控刀具有限公司
2013-06-22

真誠歡迎您的咨詢
1 打開微信掃一掃
2 添加成為微信好友
3 我們會在第一時間為您服務